


Продукция





-

Решётчатая шаровая мельница
-

Высокоэффективная роторная мелкая дробилка
-

Керамическая шаровая мельница
-

Вращающаяся печь для каолина
-

Шаровая мельница для летучей золы
-
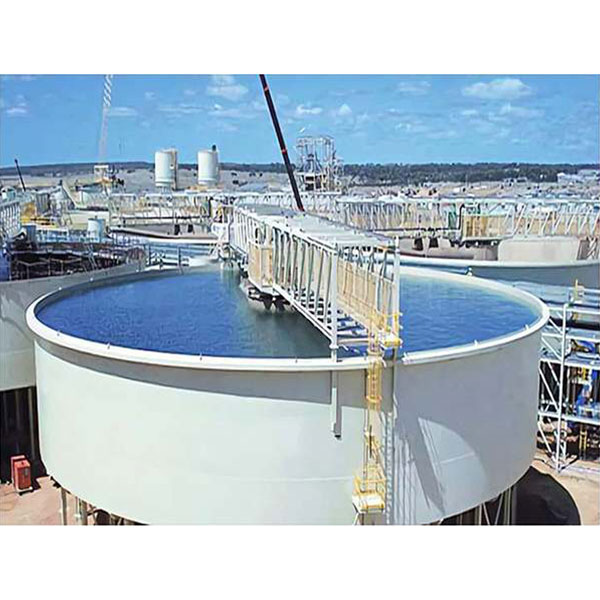
Высокоэффективный сгуститель
-

Высокочастотный грохот
-

Щековая дробилка
-

Пластинчатый питатель
-

Дробильно-сортировочная установка
-

Гидравлическая конусная дробилка
-

Шаровая мельница
-

Мокрый бегунный станок
-

Винтовой конвейер
-

Сырьевая шаровая мельница
-

Флотационная машина
Брикетировочная машина для угольного порошка
Мельничная пресс-машина для брикетования является одним из видов брикетных прессов для брикетирования угля. Основное назначение – холодное брикетирование мельничного угля и других порошкообразных материалов, а также формование брикетов из различных порошкообразных веществ.
Описание
маркер
Краткое описание
◆ Применяемые материалы: мельничный уголь, зола-унос, коксовая пыль, ланцетный угольный порошок и другие порошкообразные материалы; также применяется для черных и цветных металлических порошков, например: железный концентрат, марганцевый рудный порошок, окалина, шлам, силикомарганец, алюминиевая зола, нержавеющая стальная зола и т.д.
◆ Размер пресс-валков: 250–1000 мм
◆ Производительность: 3–45 т/ч
Введение в продукт
Мельничная пресс-машина для брикетования является одним из видов брикетных прессов для брикетирования угля. Основное назначение – холодное брикетирование мельничного угля и других порошкообразных материалов, а также формование брикетов из различных порошкообразных веществ.
Эксплуатационные особенности
1. Отличный эффект прессования материалов, высокая степень брикетирования и высокая прочность брикетов.
2. Компактная конструкция, небольшой вес, длительный срок службы.
3. Оптимизация основного привода при полном обеспечении качества не только упрощает изготовление, монтаж, регулировку и техническое обслуживание, но и снижает вес оборудования и капитальные затраты пользователя на строительство.
4. Плавное извлечение брикетов, низкий уровень шума и малое количество пыли.
Демонстрация продукции
")
")
Принцип работы
Мельничная пресс-машина для брикетования играет важную роль в процессе формования. Формовочные валки являются ключевой частью данного оборудования. В состав оборудования входит пара формовочных валков одинакового диаметра с параллельными осями и определенным зазором между ними. На формовочных валках расположены регулярно расположенные, одинаковые по размеру и форме полусферические гнезда.
При запуске электродвигателя пара формовочных валков вращается с одинаковой скоростью в противоположных направлениях. Материал, проходя через место соединения пары валков, подвергается давлению, его объем сжимается и уменьшается. При дальнейшем вращении валков гнезда постепенно закрываются, давление на материал увеличивается, объем дополнительно сжимается. При минимальном расстоянии между гнездами достигается максимальное давление формования. Затем при вращении валков расстояние между гнездами постепенно увеличивается, давление формования снижается, что обеспечивает плавное извлечение брикетов.
")
Технические характеристики
| Модель | Редуктор | Передаточное число | Размер пресс-валков | Скорость вращения главного вала (об/мин) | Модель электродвигателя | Мощность электродвигателя (кВт) | Производительность (т/ч) | Габаритные размеры (м) |
| HX360-4 | ZQ350 | 1:31,5 | Ф360×250 | 15–17 | Y132M-4 | 7,5 | 3–5 | 2,26×1,53×1,98 |
| HX360-2 | ZQ350 | 1:31,5 | Ф360×250 | 15–17 | Y132M-4 | 7,5 | 3–5 | 2,26×1,53×1,76 |
| HX400-4 | ZQ400 | 1:31,5 | Ф400×250 | 15–17 | Y160M-4 | 11 | 4–7 | 2,3×1,38×1,96 |
| HX400-2 | ZQ400 | 1:31,5 | Ф400×250 | 15–17 | Y132M-6 | 7,5 | 4–7 | 2,2×1,38×1,91 |
| HX430-4 | ZQ400 | 1:31,5 | Ф430×250 | 15–17 | Y160M-4 | 11 | 5–8 | 2,4×1,53×2 |
| HX430-2 | ZQ400 | 1:31,5 | Ф430×250 | 15–17 | Y132M-4 | 7,5 | 5–8 | 2,3×1,53×1,9 |
| HX500-4 | ZQ500 | 1:31,5 | Ф500×350 | 15–17 | Y180L-4 | 22 | 8–10 | 2,61×1,75×2,35 |
| HX400-2 | ZQ500 | 1:31,5 | Ф500×350 | 15–17 | Y160L-4 | 15 | 8–10 | 2,61×1,75×2,1 |
| HX650-4 | ZQ650 | 1:31,5 | Ф650×350 | 15–17 | Y1200L-4 | 30 | 12–20 | 3,42×2×2,4 |
| HX650-2 | ZQ650 | 1:31,5 | Ф650×350 | 15–17 | Y180L-4 | 22 | 12–20 | 3,42×2×2,2 |
| HX750-2 | ZQ750 | 1:31,5 | Ф750×380 | 15–17 | Y200L-4/Y112M-4 | 30/4 | 25–30 | 3,7×2,55×2,6 |
| HX850-2 | ZQ850 | 1:31,5 | Ф850×436 | 15–17 | Y225S-4/Y112M-4 | 37/4 | 35–40 | 3,9×2,6×2,7 |
| HX1000-2 | ZQ1000 | 1:31,5 | Ф1000×530 | 15–17 | Y225M-4/Y112M-4 | 45/4 | 40–45 | 4×2,8×2,8 |
связаться с нами
Сопутствующие популярные продукты

Сушильный барабан
Барабанные сушилки широко применяются в строительстве, металлургии, химической промышленности, на цементных заводах для сушки песка, шлака, глинистого камня и других материалов. Барабанная сушилка в основном состоит из корпуса сушилки, плиты для загрузки сырья, приводного и опорного устройства, уплотнительного кольца и других элементов.

Кольцевая молотковая дробилка
Кольцевая молотковая дробилка типа PCH подходит для дробления различных хрупких материалов, таких как уголь, угольная руда, кокс, котельный шлак, красный песчаник, сланец, рыхлый известняк и т.д. Предел прочности материала при сжатии не превышает 100 МПа, поверхностная влажность не более пятнадцати процентов.

Роторная дробилка
Роторная дробилка используется для дробления руд, в железнодорожном, автомагистральном и строительном строительстве, после многократных практик её комплексные характеристики превосходят конусную дробилку и молотковую дробилку.
Гидравлическая конусная дробилка
Гидравлическая конусная дробилка подходит для горнодобывающей, строительной, металлургической и других отраслей промышленности, может использоваться для среднего и мелкого дробления материалов средней и выше средней твёрдости, таких как железная руда, медная руда, гранит, базальт, речная галька, мрамор, известняк и т.д.

Ковшовая колёсная машина для мойки песка
Пескомоечная машина – это оборудование для промывки искусственного песка (в том числе природного песка). Оно широко применяется в промывке материалов в песчаных карьерах, горном деле, производстве строительных материалов, транспорте, химической промышленности, гидротехническом строительстве, бетонных смесительных станциях и других отраслях.
Дробильно-сортировочная установка
Мы можем разработать для вас полную дробильно-сортировочную установку для камня производительностью 10 т/ч, 30 т/ч, 50 т/ч, 100 т/ч, 200 т/ч, 300 т/ч, 500 т/ч, 800 т/ч, 1000 т/ч.

Барабанная сушилка
Ротационная сушилка (барабанная ротационная сушилка) в основном состоит из вращающегося корпуса, подъемной плиты, передающего устройства, опорного устройства и уплотнительного кольца. Обладает преимуществами: рациональная конструкция, отличное производство, высокая производительность, низкое энергопотребление и удобная эксплуатация.

Вертикальная ударная дробилка
Ударная дробилка является основным производственным оборудованием в линии по производству песка, также известна как пескоделательная машина. Ударная дробилка широко применяется для среднего и мелкого дробления (производства песка) различных твёрдых и хрупких материалов, таких как различные горные породы, абразивы, огнеупорные материалы, цементный клинкер, кварцит, железная руда, бетонные заполнители и т.д.

Сушилка для бентонита
Барабанная сушилка для бентонита предназначена преимущественно для сушки бентонита и является основным оборудованием для обогащения полезных ископаемых в производственной линии обогащения. Состоит в основном из корпуса, переднего и заднего опорных роликов, загрузочно-выгрузочных устройств, приводного механизма и кожуха зубчатой передачи.
Шаровая мельница
Мельница шаровая является ключевым оборудованием для дальнейшего измельчения материалов после их дробления, предназначенным для сухого и мокрого помола различных руд и других измельчаемых материалов.
Винтовой конвейер
Шнековый конвейер – это транспортное оборудование, широко применяемое в химической, строительной, зерновой и других отраслях. Оно необходимо для таких процессов, как измельчение карбоната кальция, переработка гипсового порошка, десульфурация электростанций, помол неметаллических руд, приготовление угольной пыли и т.д.

Сухой магнитный сепаратор
Сухие магнитные сепараторы используют высокопрочные постоянные магнитные материалы в качестве источника магнитного поля и относятся к барабанному типу сухой магнитной сепарации. Они отличаются экономией энергии, простотой регулировки и ремонта, высокой надежностью.

Вращающаяся печь для бокситов
Вращающаяся печь для обжига боксита (также называемая печью для обжига боксита) – это специализированная вращающаяся печь, разработанная для обжига боксита. В основном состоит из вращающейся части, опорной части, приводного механизма, кожуха головки печи, уплотнителей головки и хвоста печи, устройства сжигания топлива и других узлов.

Сушилка с цепной плитой
Пластинчатая ленточная сушилка — это непрерывное сушильное оборудование, которое использует цепные пластины в качестве транспортной ленты для перемещения материалов и идеально подходит для поточной работы. Благодаря цепным пластинам в качестве транспортной ленты оборудование подходит для сушки различных блоковых материалов правильной и неправильной формы.

Стержневая мельница
Барная мельница получила свое название благодаря тому, что помольными телами, загружаемыми в цилиндр, являются стальные бары. Она изготовлена с использованием технологии с контролируемой подачей и разгрузкой, в сочетании с фактическими помольными материалами подбираются подходящие помольные тела, при этом традиционное плоское контакт заменяется линейным, что делает размер выгружаемого материала более равномерным и повышает производительность.

Ковшовый элеватор
Ковшовый подъемник предназначен для транспортировки порошкообразных, гранулированных и мелких кусковых материалов с низкой или отсутствующей абразивностью, таких как уголь, цемент, камни, песок, глина, руды и др. Благодаря тому что тяговым органом подъемника является кольцевая цепь, он допускает транспортировку материалов с повышенной температурой.