


Продукция





-

Вращающаяся печь для металлического магния
-

Сушилка для рудного шлака
-

Стержневая машина для производства песка
-

Решётчатая шаровая мельница
-

Стержневая мельница
-

Керамическая шаровая мельница
-

Бегунная мельница для песка
-

Ковшовая колёсная машина для мойки песка
-

Вращающаяся печь
-

Трёхбарабанная сушилка
-
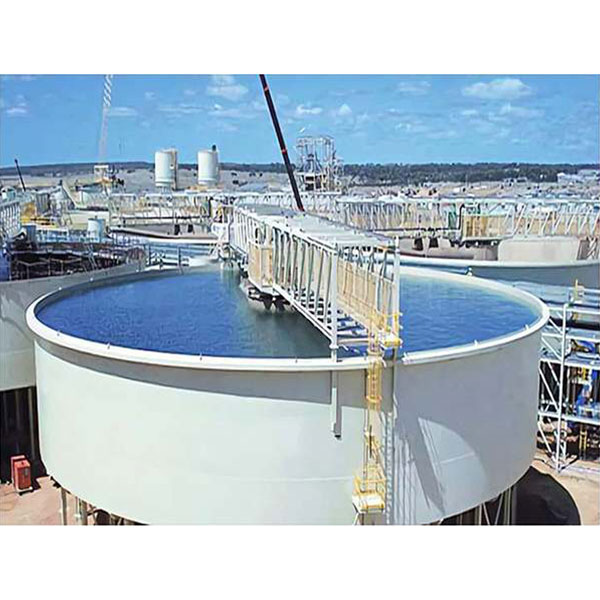
Высокоэффективный сгуститель
-

Вертикальная комбинированная дробилка с плиточным молотком
-

Пластинчатый питатель
-

Линейный вибрационный грохот
-

Тяжёлая молотковая дробилка
-

Сушилка с сетчатым ленточным конвейером

Брикетировочная машина для сухого порошка
Данная серия прессов для брикетирования является оборудованием для формования порошкообразных материалов в шары. Устройство широко применяется, позволяет брикетировать, гранулировать или формовать в шары различные материалы. Сформованные шары можно непосредственно отправлять на обжиг и плавку.
Описание
маркер
Краткое описание
◆ Пригодные материалы: Алюминиевая стружка, магниевая стружка, активированный уголь, оксид алюминия, боксит, каустическая сода, древесный уголь, глина, коксовая стружка, уголь, криолит, удобрения, пластик, известняк и др.
◆ Размеры прессующих валков: 250–1000 мм
◆ Производительность: 500–10000 кг/ч
Введение в продукт
Данная серия прессов для брикетирования является оборудованием для формования порошкообразных материалов в шары. Устройство широко применяется, позволяет брикетировать, гранулировать или формовать в шары различные материалы. Сформованные шары можно непосредственно отправлять на обжиг и плавку.
Характеристики производительности
1. Высокая степень формовки шаров, низкое энергопотребление.
2. Компактная конструкция, удобство в ремонте, регулировке и обслуживании.
3. Сформованные на прессе материалы являются экологичными, энергосберегающими и удобными в транспортировке.
4. Повышена утилизация отходов, обеспечиваются хорошие экономические и социальные выгоды.
Принцип работы
Двигатель с электромагнитным регулированием скорости передает мощность через шкивы, цилиндрический зубчатый редуктор и штифтовую муфту на ведущий вал. Ведущий и ведомый валы синхронизируются посредством открытых зубчатых передач. За опорой ведомого вала установлен гидравлический узел.
Шнековое питание порошкового пресса приводится в движение двигателем с электромагнитным регулированием скорости, который через шкивы и червячный редуктор принудительно подает материал в основной загрузочный патрубок. Благодаря постоянному моменту двигателя с электромагнитным регулированием скорости, при совпадении объема подачи материала шнеком с требуемым объемом основного узла поддерживается постоянное давление подачи, обеспечивая стабильное качество брикетов. При избыточной подаче происходит перегрузка электродвигателя питания; при недостаточной подаче формовка шаров не происходит. Поэтому квалифицированное управление является важным условием нормальной работы пресса.
Основной узел порошкового пресса работает за счет подачи высокого давления масла в гидроцилиндр гидронасосом, что вызывает осевое перемещение поршня. Передний конец штока поршня упирается в опору вала для обеспечения требуемого производственного давления. При избыточной загрузке между прессующими валками или попадании металлического изделия шток гидроцилиндра испытывает перегрузку, гидронасос останавливается, аккумулятор смягчает перепады давления, переливной клапан открывается для слива масла, шток смещается, увеличивая зазор между валками, что позволяет твердому предмету пройти. После этого давление в системе восстанавливается, защищая валки от повреждений. Устройство позволяет регулировать давление в соответствии с требованиями к плотности брикетов, обеспечивая гибкость производства.
")
Технические характеристики
| Модель | LYQ0.5 | LYQ1.0 | LYQ1.5 | LYQ2.0 | LYQ3.0 | LYQ5.0 | LYQ6.0 | LYQ8.0 | LYQ10 |
| Диаметр валка (мм) | Ф299 | Ф367 | Ф367 | Ф399.5 | Ф522 | Ф738/Ф700 | Ф738 | Ф758 | Ф858 |
| Ширина рабочей поверхности валка (мм) | 180 | 183 | 183 | 252 | 196 | 210/225 | 225 | 225 | 300 |
| Расчетная производительность (кг/ч) | 500 | 1000 | 1500 | 2000 | 3000 | 5000 | 6000 | 8000 | 10000 |
| Основной электродвигатель — Модель | YCT250-4A | YCT315-4B | YCT315-4A | BY673315-413 | Y250-4 | Y2802-4 | Y2805-4 | Y315S-4 | Y315S-4 |
| Основной электродвигатель — Мощность (кВт) | 18.5 | 37 | 45 | 45 | 55 | 75 | 90 | 110 | 110 |
| Предварительный прессующий электродвигатель — Модель | YCT200-4B | YCT225-4A | YCT225-4A | YCT225-4A | YCT225-4A | YCT250-4A | YCT250-4A | YCT250-4A | YCT250-4A |
| Предварительный прессующий электродвигатель — Мощность (кВт) | 7.5 | 11 | 15 | 15 | 15 | 18.5 | 18.5 | 18.5 | 18.5 |
связаться с нами
Сопутствующие популярные продукты

Выщелачивающий чан
Энергосберегающий мешалочный выщелачиватель высокой эффективности использует двухлопастное мешалочное выщелачивание, воздух диспергируется в пульпе через полый вал. Он обладает преимуществами малой мощности, высокой эффективности, равномерного перемешивания и надежной работы, подходит для выщелачивания при цианировании.
Трёхбарабанная сушилка
Цилиндр имеет самозащиту, тепловой КПД достигает 95%. Общая длина сушилки сокращена примерно на 50% по сравнению с однокцилиндровой, а земельные инвестиции – примерно на 50%.

Дробильно-сортировочная установка
Мы можем разработать для вас полную дробильно-сортировочную установку для камня производительностью 10 т/ч, 30 т/ч, 50 т/ч, 100 т/ч, 200 т/ч, 300 т/ч, 500 т/ч, 800 т/ч, 1000 т/ч.

Сырьевая шаровая мельница
Мельница для сырья — это один из распространенных типов шаровых мельниц в обогатительной производстве. Мельница изменила исходную конструкцию мельницы, объединив корпус и поддон в единое целое; при установке она может быть сразу установлена на базовую плоскость, а в качестве главных подшипников используются двойные самонаправляющие роликовые подшипники.

Электромагнитный вибропитатель
Электромагнитный вибрационный питатель предназначен для равномерной или дозированной подачи материала из бункеров или других хранилищ в приемное оборудование. Является важным оборудованием для автоматизации поточной линии, выпускается в открытом и закрытом исполнении.

Вибропитатель
Вибрационный питатель, также известный как вибрационный питатель, в основном предназначен для подачи кускового, зернистого и порошкообразного материала. Он часто используется в комплекте с виброконвейерами, виброситами, ленточными конвейерами, дробилками и другим оборудованием, являясь идеальным устройством для подачи материала в горнодобывающей, металлургической, угольной, огнеупорной, стекольной, строительной, легкой, химической, машиностроительной и других отраслях промышленности.

Вращающаяся печь для извести
Печь для обжига извести имеет продвинутую конструкцию, оснащена вертикальным предварительным нагревателем с низким сопротивлением, что повышает эффективность предварительного нагрева. Степень разложения известняка после предварительного нагрева при входе в печь достигает 20–25 %, допускается прямое использование известняка мелкой фракции 10–15 мм.

Двухвалковая дробилка
Двухвалковая дробилка подходит для крупного и среднего дробления хрупких материалов в таких отраслях, как цементная, химическая, электроэнергетическая, горнодобывающая, строительных материалов и металлургическая. Крупность загружаемого материала большая, крупность выходящего продукта может контролироваться, и возможно эффективно разрушать материал, предел прочности при сжатии которого менее 160 МПа.

Высокоэффективная роторная мелкая дробилка
Высокоэффективная роторная мелкая дробилка используется для мелкого дробления различных твёрдых материалов средней твёрдости. В цементной промышленности используется для мелкого дробления известняка, гипса, клинкера, добавок и т.д. Также может использоваться для мелкого дробления доломита, перлитовой руды и т.д.
Вращающаяся печь
Вращающиеся печи, производимые нашей компанией, постоянно совершенствуются и модернизируются научными сотрудниками. Они устраняют недостатки традиционного оборудования: сложность контроля температуры,

Агитационный чан для горного производства
При работе мешалки под действием вращения лопастей пульпа и реагенты совершают крупные и мелкие циклические движения, благодаря чему пульпа и реагенты во всей ванне равномерно смешиваются. Смешанная суспензия вытекает через переливной патрубок.

Сухой магнитный сепаратор
Сухие магнитные сепараторы используют высокопрочные постоянные магнитные материалы в качестве источника магнитного поля и относятся к барабанному типу сухой магнитной сепарации. Они отличаются экономией энергии, простотой регулировки и ремонта, высокой надежностью.

Барабанная камнемойка
Станок для мойки камня, также называемый мойкой для камня, в основном используется для удаления примесей (например, пыли) из песковых продуктов. Поскольку его в основном моют водой, он называется станком для мойки камня.

Ленточный конвейер
Конвейер с ремнем используется для транспортировки сыпучих материалов или штучных изделий. В соответствии с требованиями технологического процесса транспортировки он может работать в одиночку, а также состоять из нескольких единиц или составлять горизонтальную или наклонную транспортную систему вместе с другими транспортными оборудованием, чтобы удовлетворить потребности производственных линий различных конструктивных решений.

Шаровая мельница мокрого помола
Водяная шаровая мельница — это ключевое оборудование для измельчения материалов после их дробления. Шаровая мельница предназначена для помола различных руд и других материалов, в основном используется в сочетании с вибрационным питателем и спиральным классификатором, широко применяется в отраслях обогащения руд, строительных материалов и химии.
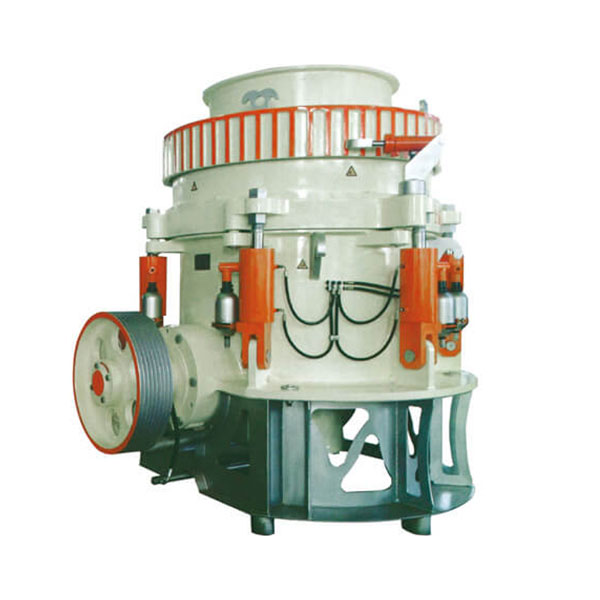
Гидравлическая конусная дробилка
Гидравлическая конусная дробилка подходит для горнодобывающей, строительной, металлургической и других отраслей промышленности, может использоваться для среднего и мелкого дробления материалов средней и выше средней твёрдости, таких как железная руда, медная руда, гранит, базальт, речная галька, мрамор, известняк и т.д.